








Metal laser sintering is popular for both industrial and personal uses. You do not need to do all the labor and struggle with sturdy or fragile materials. Instead, your dmls 3d printer will do the rest. All you need to give the computer the proper configuration for developing CAD files.

The technology of 3d printing on different materials has paved the way for varied designs and objects. Now, it is easy to create personalized and customized things with perfection. The laser technology has made it possible to carve fine designs with perfection on any material powder.
There are two types of metal laser processes- Direct Metal Laser Sintering and Selective Metal Laser Melting. Both technologies are popular due to their specific advantages. They offer to print complex designs easily. In this article, I am going to give a broader view about different metal laser sintering, their advantages, applications, materials, and limitations.
Origin of DMLS
The DMLS technology was developed by Dr. Carl Deckard and Dr. Joe Beaman in the mid-1980s at the University of Texas. The EOS Company in Munich also developed laser sintering and additive manufacturing technologies during the same period. There were continuous legal issues regarding the patent rights of the DMLS. In the end, the EOS company emerged as the sole proprietor of the DMLS rights.

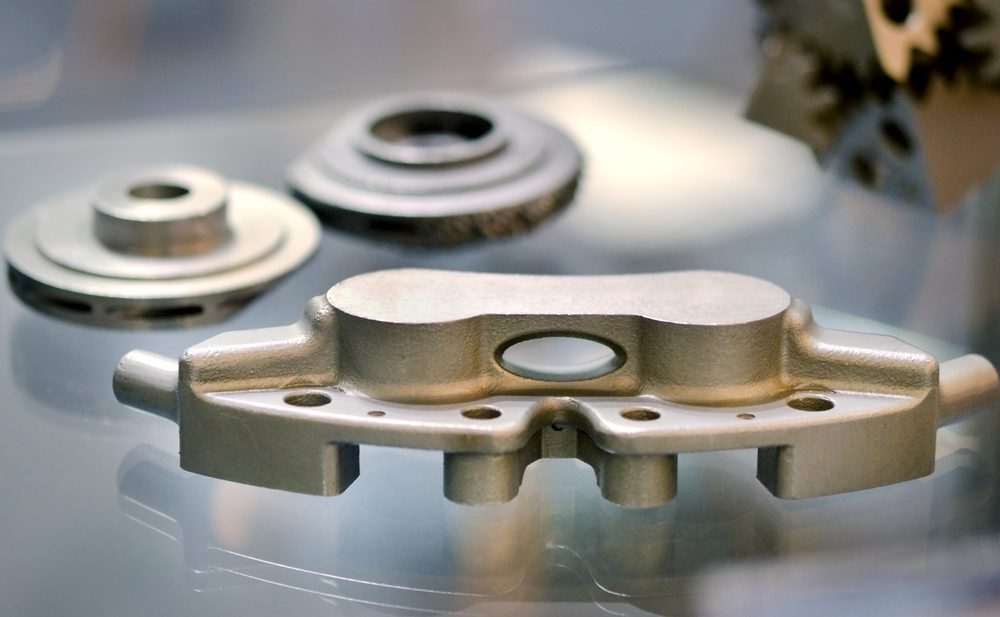
Shutterstock, Copyright-2021
From then onwards, technology is improving with more sophistication and advancement. The first commercially used direct metal laser sintering machine was made by EOS in 1995. It championed the 3d printed sintering process of varying material powders. EOS is still a leading company in DMLS technology.
Sintering v/s Melting
Sintering is the process of compacting and forming a solid material by heat or pressure. Metal powders are specifically used during the sintering process. In this process, it is done without changing the matter’s state. The solid matter is not melted to its liquid form. It consumes less power during the processing of materials.
The metal laser sintering process can be done on different materials like ceramic, plastic, and metals. During the sintering process, the atoms of the material fuse together to form a solid particle. The hot molds of material easily bind to produce a concrete shape. It does not liquefy the material during heating.
So, it is specifically used for shaping purposes in the materials like tungsten and molybdenum. In the melting process, the fusion of metal particles is also done through high temperatures. The powder melts due to heating. It changes from a solid to a liquid state.
Direct Metal Laser Sintering (DMLS)
Direct Metal Laser Sintering can process a variety of alloys. It broadens the scope of blending different alloys to make a strong component. The prototypes are printed in the same materials as the production components with DMLS. It is similar to welding with a very fine and precise laser. Parts are then printed in an enclosed build chamber infused with argon gas. You can build prototypes of many projects.
Direct Metal Laser Sintering is a metal 3d printing. This is a computer-controlled process. Another name for DMLS is Selective Laser Sintering. It uses a high-powered laser beam to carve. Direct Metal Laser Sintering is a type of metal additive manufacturing.
This process is also popular for the mass production of metal parts. It is quite similar to Selective Metal Laser melting method. The powder is sintered on the molecular level. It does not melt the powder completely. DMLS can print materials with lesser porosity and better finishing than the rest of the available 3d printing technology.

DMLS or Selective Laser Sintering is a lower-temperature process than Selective Laser Melting. Still, it has the ability to produce parts with dimensional accuracy and complex geometries. It can work on single as well as multiple component powders. Thus, the laser melts the outer layer of the powder and fuse it with the internal particles. This technology also reduces shrinking and warping by heating the build chamber to a temperature just below that required for sintering powdered metal alloys, plastics, glass, and ceramics.
Working Of Direct Metal Laser Sintering
Direct Metal Laser Sintering can easily print on different kinds of materials that have different melting points. It uses finely powdered metal to 3d print. Metal particles range from 20-40 mm. This is very crucial for sintering because it determines the final output resolution. This helps in 3d printing of different alloys as well. Different materials like metals and plastics can be combined and processed easily.
To start DMLS, slice the 3d CAD file data into different layers for individual printing. The layer should remain 20-100 micrometers thick. This will create a 2d image in each layer. For most industrial purposes, they use the .stl file format for DMLS print. The file will give the command to print according to the given parameters, values, and physical supports.

Mass production of different materials with varying temperatures is easy now. You should go for small and fine metal powders to get a higher resolution metal 3d printing. For 3d dmls printing, you need to divide the model parts. Print them in layers. A Yb-fibre laser-focused via dynamic mirrors selectively melts the design’s cross-section through a computer-determined scan path. Then assemble the entire pieces to complete the model.

DMLS 3d printing is similar to other 3d printing techniques. The entire process can be divided into 3 parts- design the model, slice the model printing parts into multiple layers, and print these layer by layer. You have to assemble these layers after printing them.
The DMLS Machines
DMLS 3d printing is done in a dmls 3d printer. Use the appropriate fine-sized metal powder for 3d printing. The machine will heat the metal powder to the sintering temperature. The machine also has an inert gas for controlling the inside heat and maintaining the temperatures’ equilibrium for different metals.
The machine uses high-powered 200-watt Yb-fiber optic lasers. There is a chamber area inside. It is the material dispensing zone as well as the working platform for DMLS. The recoater blade moves new powder over the build platform during the sintering process. The entire laser process fuses the metal powder into a solid part by melting it.

The machine will start building the parts in layers. It will start processing a thin layer of metal powder on the working platform. The sintering command will start the laser to sinter the metal powder into solid layers. The machine will follow the same process for the entire dmls 3d printing. It will print layer by layer by sintering.
After printing all layers, leave them to dry for some time. Then remove the extra metal powders from the dmls printer. Now, these layers can be further processed. As the components are printed in layers, it gives scope to design intricate detailings, geometric prints, and complex structures. DMLS can build parts that simply cannot be manufactured with conventional metalworking technologies.
The DMLS machines usually consist of a roller, sintering piston, removable build plate, supply powder, supply piston, laser, optics, and mirrors.
Benefits Of Direct Metal Laser Sintering
The sintering process enhances the strength as well as the electrical conductivity of the processed material. It also increases the material’s thermal conductivity.
Direct Metal Laser Sintering can easily print on different kinds of materials that have different melting points. It prints objects layer by layer. So, you can easily carve fine designs with perfection on any material powder. It is cheaper and efficient than molding and machining technology.
Direct Metal Laser Sintering produces durable and strong parts of the prototypes or the models for functional and end-use productions. It has better outputs than traditional manufacturing methods. It can build unique designs and structures in lesser time than other processes. And also it does not require any specific tools to complete the process.

This technology is popular in additive manufacturing productions. With the help of dmls layering, one can print objects’ internal features and passages that could not be cast or otherwise machined. It does not require a casting method to print complex geometries and assemblies with multiple components. So, it takes few hours in production and is cost-friendly.
Different Metals/Alloys For Direct Metal Laser Sintering
- Aluminum has great mechanical and thermal properties while offering lightweight and flexible post-processing options. AlSi10Mg is an aluminum alloy. It can be used for producing different components for production tools, ductworks, housing, automotive, and aerospace during DMLS 3d printing.
- Stainless Steel PH1 (15-5) is characterized by excellent mechanical properties. It is widely used in a variety of engineering, medical and aerospace applications. Stainless steel has excellent ductility in a laser-processed state.
- Titanium has an extreme temperature tolerance. This metal is very strong, durable, and lightweight. It is well suited for aerospace & medical applications.

- Maraging steel is hardenable steel with excellent machinability for many tooling applications. It has excellent mechanical properties and is heat-treatable.
- Cobalt Chrome MP1 (CoCrMo) is an additive manufacturing material for a direct metal laser sintering (DMLS) 3D printing process. It is popular for biomedical and high-temperature engineering and aerospace applications because of its excellent mechanical properties, corrosion resistance, and temperature resistance.
- Nickel-chromium alloy can withstand temperatures of up to 700°C. It is characterized by having google tensile, fatigue, creep, and rupture strength. Nickel Alloy IN625 is the perfect metal 3D printing material for building complex parts for high-temperature and high-strength applications.
- Another metal for metal 3d printing is copper. It allows the production of complex geometries for thermal management systems.
Applications
The Direct Metal Laser Sintering process is popular in the medical, dental, and aerospace industries because of its ability to 3d print highly complex components in lesser time. It has the ability to manufacture complex parts by using high-performance metals and alloys.

Medical Industry
Medical devices are complex and high-value products. Metal 3d printing of customized prosthetics in materials like titanium alloy is popular in the medical field. The customization helps to build each prosthesis unique and according to the individual patient’s needs. The prosthetics can be modeled and printed to replace portions of bones lost to accident or disease. They are durable, strong, and resistant to attack by the body. And the porosity of the prosthetics helps the bone to grow into the structure.
Dental Industry
All dental devices are highly detailed and customized. Some of the frequently used components in dentistry are dental bridges, crowns, dentures, and prosthetics. They vary from individual to individual. Most of them are 3d printed in materials like cobalt. The DMLS is popular for making custom-fit dental devices. It provides strength and long-term durability to them.

Aerospace Industry
The aerospace industry is one of the major industries that use DMLS technology in their rockets and aircraft. DMLS is capable of printing highly specialized complex parts and creating complex geometries. It reduces big and bulky components with compact ones. This reduces space consumption as well as the weight of the rockets and aircraft.
It is capable of metal 3d printing of air ducts, fixtures, and specific aeronautic instruments for both commercial and military aerospace. DMLS parts are used in commercial aircraft and rockets, from simple brackets to complex turbine parts and probes.

Prototypes and Tools
DMLS is also very useful for prototyping unique and difficult models. By making complex designs and intricate detailing, it develops prototypes that are functional for testing. The prototypes can be used to understand the customer’s requirements as well as acceptance. You can also build customized as well as standard tools that fit the machines.
By fusing different technological advances like integrating conformal cooling channels into the tool will enhance the tool performance. Apart from the tool-making process, it also offers to 3d metal print a range of industrial appliances like rotors and impellers, cooling channels, cavities, undercuts, draft angles, fit, form, and function models.
Selective Laser Melting
The Selective Laser Melting also developed parallel to the DMLS at the Fraunhofer Institute for Laser Technology in Aachen, Germany during the 1990s. The SLM technology is one of the additive manufacturing technology that has developed over the years.
In the Selective Laser Melting process, the fusion of metal particles is also done through high temperatures. The powder melts due to heating. It changes from a solid to a liquid state on a bed of powder with a source of heat. That is why it is also called Powder Bed Fusion.
This is a rapid technology for fast prototyping and 3d printing. The high laser density can melt and fuse the metal powders. The blending has fewer pores and better finishing.

The Selective Laser Melting is better and stronger than DMLS because it uses the laser to fully melt the metal. So, the powder is not being fused but actually liquified long enough to melt the powder grains into uniform parts. Therefore, SLM can produce stronger parts because of reduced porosity and greater control over crystal structure, which helps prevent part failure and provides longer durability. However, SLM technology is only feasible when using a single metal powder.
Limitations Of Metal Laser Sintering
There is no doubt about the efficiency of the Metal Laser Sintering process in additive manufacturing productions. But it has its own limitations in 3d printing features. The technology is highly expensive than the rest 3d printing technology available for the same process. Also, the processing materials are not cheap. The dmls process is slower than the Selective Laser Melting (SLM) technology.
The finishing of the end-product is lesser than the SLM technology. DMLS-parts are porous relative to a melted metal part. Though you can lessen it by improving the commands and metal powder quality. But still, it will remain in the printed parts.
The dmls machine printing working area should have a smooth and polished surface to achieve mirror or extremely smooth finishes. Any surface imperfections will cause errors in the components. The DMLS process also affects the finishing of the end-product due to the powder particle size, layer-wise building sequence, and the spreading of the metal powder prior to sintering.
The post-processing of the dmls printed parts and metallic support structure removal is a time-consuming process. You might need different post-processing methods such as cyanoacrylate coatings to seal the porous surfaces of the dmls-printed components.
Conclusion
The metal laser sintering process can be done on different materials like ceramic, plastic, and metals. During the sintering process, the atoms of the material fuse together to form a solid particle.
Direct Metal Laser Sintering can easily print on different kinds of materials that have different melting points and produces durable and strong parts of the prototypes or the models for functional and end-use productions.

This technology is popular in additive manufacturing productions. With the help of dmls layering, one can print objects’ internal features and passages that could not be cast or otherwise machined.
Last Updated on August 23, 2021 by Icy Tech Team



{kind=link}